
















MES Sistemleri’nde Validasyon Uygulamaları
-Fabrikanı Keşfet Söyleşileri 15.Oturum-
Validasyon nedir? MES sistemlerinde validasyonun yeri ve faydaları nelerdir?
Validasyon; kullanılan yöntemin doğru ve kesin olarak sürekli bir şekilde bekleneni gerçekleştirdiğinin kanıtlanması için yapılması gereken işlemleri kapsar. Yani planlanan bir üretimin, planın dahilinde gerçekleşip gerçekleşmediğini sürekli olarak kontrol edilmesi sağlanır.
Valide edilmiş yöntemle çalışıldığında yapılan işlemin kesin, doğru, spesifik, tutarlı, geçerli ve güvenilir olduğu garanti edilmiş olur.
Peki MES’te validasyon nasıl sağlanıyor ve neler yapılıyor?
Her operasyon, her yapılacak yeni çalışma sahada çalışan her personel tarafından yapılamaz. Bazı işler sadece yetkin kişiler tarafından yapabilir. Yapılacak işin uzmanı olan kişi tarafından yapılması istenir. Bu bir validasyondur. Bu yapılan işin kesin, doğru, tutarlı ve güvenilirliğini sağlar. MES bunu sadece elektronik olarak da yapmaz. Aynı zaman da mekanik olarak da zorlar ve yanlış giden bir şeyler olduğunda makinelerinizin çalışmasını durdurur. Elektronik olarak takibi yapılan işin yanlış gittiği görülürse, bunun daha fazla devam etmesini engeller ve tutarlı, doğru olmayacak işin önüne geçer.
Validasyon sadece personel ile de sınırlı değildir. Bir iş emri için tanımlanmış olan kalıp ve hammadde LOT’unun fiziki olarak barkodlarının okutulmaması durumunda makinenin çalışmaması sağlanır ve burada herhangi bir hataya yer bırakılmaz.
Bu tarz özellikler sayesinde, kaliteli, sürekli, doğru üretim gerçekleşir. Bu firmalara her açıdan hem zaman hem de para kazandıran önemli bir özelliktir.
MES sistemlerinde personel validasyonu için ne tür yöntemler uygulanabilir?
Polivalans kelime anlamı olarak bir işçinin veya operatörün bir iş üzerinde sahip olduğu yetkinliğidir. Örneğin; beyaz eşya üreten bir fabrika düşünelim. Fabrikada birçok proses bulunur. Bu proseslerde yer alan birçok makina ve makinaları kullanan operatörler vardır. Bu operatörlerin yetkinlik seviyeleri prosesten prosese, makineden makineye fark gösterir. Her Operatörün her makineyi kullanma yetkinliği olmayabilir. Polivalans buradaki yetkinlik derecelerini belirler.
Polivalans Tablosunun Hazırlanması:
Polivalans tablosunda personel aşağıdaki kriterlere göre değerlendirilir.Her bir kriter için ayrı puanlama yapılır.Kriterlerin genel puanlamaya etkisi farklı oranlarda olup, verilen puanlar belirlenen oranlarda genel puanlamaya ilave edilir.Personel değerlendirme kriterleri;
- Tecrübe
- Ekipman kullanımı
- Uygulama
Tecrübe:
İlgili personelin söz konusu makine ve/veya iş için tecrübesi dikkate alınarak bir puanlama yapılır. Örneğin; 1-2 yıl arası 20 puan 2-3 yıl arası 40 puan gibi.
Ekipman Kullanımı:
Burada da ilgili personelin ekipmanı kullanabilme yetkinliğine bakılır. Bu puanlama departman sorumlusu tarafından yapılır. Dikkat edilen kriterler şöyledir;
- Makine/Ekipman ayarlarını yapabiliyor mu?
- Makineye / Ekipmana tek başına iş güvenlik kurallarına uygun olarak iş parçası ve/ veyakalıp bağlayabiliyor mu?
- Makineyi / Ekipmanı iş güvenlik kurallarına uygun olarak tek başına çalıştırabiliyor mu?
- Günlük, makine / ekipman bakım ve temizlikleri yapılıyor mu?(Ufak, tefek arızalarına müdahale edebiliyor mu)
Uygulama:
Bu aşamada bir gözetim komitesi oluşturulmalıdır. Bu komitede Üretim müdürü, Bölüm Sorumlusu, Bakım Sorumlusu ve Kalite Sorumlusu olmalıdır. Puanlama bu komite tarafından şu kriterlerle yapılır;
- Hedeflenen üretim adedi yakalanıyor mu?(Hedefe uyum oranına göre değerlendirilir %80 üstü olmalıdır.)
- Hedeflenen fire oranları yakalanıyor mu?
- Kontrol gamları düzenli olarak dolduruluyor mu?
- Bakım kartları düzenli olarak dolduruluyor mu?
Bütün bu değerlendirmelerin sonucunda da 4 üzerinden puanlanarak yetkinliği belirlenir.
Örnek bir Polivalans tablosu işlememiz gerekirse şu şekilde düşünebiliriz. Bazı prosesleri aşağıdaki gibi düşünelim;
– Çelik Kesim
– Torna
– CNC İşleme
– Isıl İşlem
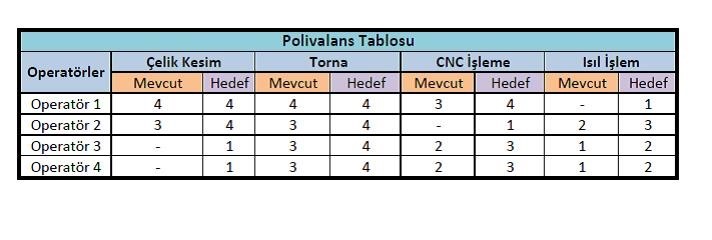
Bu proseslerin her birinde yer alan bir tane operatör olsun. Çelik kesim prosesindeki operatör çok iyi ve uzun süredir hata yapmıyorsa polivalansı 4 olur. Yani bu proseslerde en yetkili kişilerden biri olur ve kontrolsüz bir şekilde çalışabilir. Torna işleminde yer alan operatör iyi, uzun süredir hata yapmıyorsa polivalansı 3 olur ve kontrolsüz bir şekilde çalışabilir. CNC İşleme operasyonundaki operatörün öğrenmesi gereken işler mevcut ve orta düzeyde ise polivalansı 2 olur. Kontrollü bir şekilde çalışabilir. Isıl işleme operasyonundaki operatörün öğrenmesi gereken işler mevcut ve zayıf düzeyde ise polivalansı 1 olur ve hiçbir şekilde çalışamaz.
Polivalans tablosu da operatörün sahip olduğu mevcut polivalansı ve hedef polivalans durumunu gösteren tablodur. Polivalans tablosundan yararlanılarak yıllık eğitim planları yapılabilir. İş ilanı verilirken polivalans tablolundan yararlanılarak eksikler belirlenir ve ona göre iş ilanı verilebilir. Operatöre verilecek zam oranı belirlenirken kullanılabilir. Atamalar yapılırken polivalans tablosundan yararlanılabilir. Bu işlemler iş yerlerinde genellikle insan kaynakları departmanında gerçekleştirilir. Örnek bir polivalans tablosu;
Makine-İş Emri ve Hammadde Validasyonu hakkında bilgi verir misiniz?
MES sistemlerinde validasyon çalışmaları iki temel kategoride değerlendirilebilir. Bunlardan biri üretim sürecinin, diğeri ise tüketim sürecinin doğru şekilde ilerleyip ilerlemediğinin doğrulanması, diğer adıyla valisdasyonudur.
Üretim Süreci Ele Alındığı Zaman:
Üretim sürecini ele aldığımızda tabi ki ilk akla gelen doğrulama çalışması polivalans validasyonudur. Personel yetkinlik doğrulaması dediğimizde doğal olarak aslında bir nitelik kontrolü yapmış oluruz. Personel bağlamında nitelik kontrolüne ek olarak ayrıca nicelik kontrolü de yapılabilir. Örneğin belli üretim operasyonlarının gerçekleştirilebilmesi için birden fazla operatörün aynı anda çalışması bir zorunluluk olabilir. Aynı anda birden fazla parça üretilen seri pres operasyonları bu duruma örnek teşkil edebilir. Bu gibi durumlarda salt personel niteliği yeterli olmayıp o iş emrini çalışmak için yeterli personelin o an makina başında bulunup bulunmadığı da kontrol edilmek istenebilir. Bu doğrultuda validasyon çalışmaları yaptığımız partnerlerimiz halihazırda mavcuttur.
Üretim prosesi öncesinde ve sırasında insan gücü dışında validasyonu yapılması istenen bir diğer önemli başlık ise ekipman kontrolüdür. Sahada süreç, üretim başlangıcında operatörün MES sistemine ait HMI veya panel dediğimiz ekranlar üzerinden çalışmak üzere bir iş emri seçmesi ile başlar. Doğru iş emri seçimi ise veri toplama kurgusunun bel kemiğidir. Yanlış bir iş emri seçimi aynı zamanda çevrim süresi, üretim stoku, tüketim stokları, planlanan üretim miktarı gibi çok önemli proses elementlerinin de yanlış değerlendirilmesi manasına gelir ki bu durum hem verimlilik hesaplamasının doğru yapılamamasına, hem de depo stok bakiyelerinin bozulması gibi sıkıntılara yol açabileceği için oldukça kritiktir.
Ekipman kontrolü de doğru iş emri seçimi bağlamında mantıklı bir validasyon aracıdır. Operatörün seçtiği iş emrinde kullanılması öngörülen ekipman kodu MES sisteminde operatör iş emrini yüklemek / çalışmaya başlamak istediğinde çeşitli şekillerde kontrol edilebilir. Bunlardan biri ekipmanları barkodlamak ve operatör bir iş emrini çalışmak istediğinde öncelikle kendisinden kullanmayı planladığı ekipman üzerindeki barkodu bir barkod okuyucu yardımı ile MES sistemine okutmasını sağlamak ve bu ekipman/kalıp ile iş emrinde kullanılması öngörülen ekipmanı karşılaştırmaktır. Doğrulama durumunda sürecin olması gereken şekilde devam etmesi sağlanır, tersi durumda ise operatöre ilgili uyarı gösterilip doğru iş emrini yüklemesi için yönlendirme yapılır.
Bir diğer yöntem ise MES sisteminin PLC sistemi ile üst seviyede iletişim kurmasını gerektiren yöntemdir. Burada üst seviyeden kasıt 1 ve 0 dediğimiz bit seviyesinde bir sinyal iletişimi değil, insanın da okuyabileceği açık mesajlaşmalar ile makina ve MES sistemi arasında haberleşme sağlanabilmesidir. Bu şekilde operatörün bir barkod okuyucu ile ekipman barkodunu okutmasına da gerek kalmadan ilgili makina üzerinde o an mevcut ekipman kodu ile yüklenmek istenen iş emrinde kullanılması öngörülen ekipman karşılaştırılarak doğru ekipman/kalıp ve doğru iş emri kontrolü yapılabilir. Partnerlerimizde mevcutta bu kontrole ek olarak sadece işe başlama sırasında değil üretim sırasında bir setup veya kalıp değişim duruşu yaşandığında da ilgili kontrolün yapılıp aksiyon alınması sağlanmaktadır.
Tüketim Süreci Ele Alındığı Zaman:
Tüketim süreci başlığı altında ise stok, stok bakiye ve lot/parti kontrolü şeklinde alt validasyon örnekleri düşünülebilir. Burada bakiye ve parti/lot sorgulamalarının elbette ERP sistemi ile entegre şekilde gerçekleştirilmesi sağlıklı yöntem olacaktır. Üretim başlangıcında veya üretim bildirimi sırasında hem tüketimi planlanan hammadde ve yarımamüllerin gerçekten operatörün o an tüketimine başlamak üzere olduğu hammadde ve yarımamüller olup olmadığı doğrulanabilir, hem ek olarak ilgili tüketim stoklarının depo bakiye kontrolleri yapılabilir ve hem de bu kontrol bir seviye daha ileri götürülerek parti/lot takibi şeklinde tüketim validasyonu gerçekleştirilerek geri izlenebilirlik de sağlanabilir.
MES Sistemleri içerisinde yapılmış olan validasyon geliştirmeleri nelerdir?
Personel girişini zorunlu yap veya personel girişi yapılmadan üretim bildirimi yapılmasın;
Yapılan işin kesin ve doğru olmasının garanti edilmesi gerekir. Bu yapılan işin doğru olmasını garanti edecek olan şey, bu işi doğru kişinin yaptığının ya da yapmadığının kontrolü için geliştirilmiş olan bir parametredir. MES’te üretim verileri sürekli olarak toplandığı için, tabii ki üretilen parçaları kimin ürettiği de dijital ortamda kayıt altına alınmaktadır.
Hız kısıtlamaları;
Önceki alt operasyonlardan gelen bir metal yarı mamül fırında tavlama sürecine tabi tutulabilir. Örneğin, bu fırının konveyörünün olması gereken ideal bir dakika/metre akış hızı vardır. Bu hızlandırılıp ya da yavaşlatılıp yarı mamülde kalite probleminin olmasının önüne geçilmesi için MES sistemleriyle beraber sürekli bu konveyör bant hızı takip edilir ve istenen aralıkta mı değil mi sürekli check edilir. Bunun sayesinde de doğabilecek kalite problemlerinin, önceden gerçekleşmeden önüne geçilir.
Serili üretim yapıldığında belli bir süre geçmeden başka barkod okutturamasın;
Barkod ile üretim adeti sayılan bir hat düşünelim. Belli bir çevrim süresi verilen bu iş emri için 30 saniye diyelim. Her bir ürün 25-35 saniye arasında çıkmasını bekliyoruz. Ancak üretimin doğru takip edilebilmesi için ve doğru sayıların alınabilmesi için, operatörün bu çevrim süresine uyarak barkod okutmasını sağlıyoruz. Barkodları bir kenarda biriktirip art arda okutmasını engelleyen bu sistem, anlık olarak doğru veri toplanmasını kesin ve tutarlı bir hale getiriyor.
Üretimde bazı spesifik komponentlerin özel desenli barkodlarla denetlenmesi bir montaj sahasında her komponent için özelleştirilmiş olan barkodlar sayesinde tüm oluşabilecek yanlışlar ve karışıklıkların önüne geçilebiliyor.






